



Changing Coning Blades and Die Chasers on the Coning & Threading Machines
Since 2011, MAXPRO Technologies has been building patented, easy-to-operate coning and threading machines. Coned and threaded connections are a safe and reliable option for medium, high, and ultra-high pressure tubing. Follow these instructions for changing the coning blades and die chasers. Click here to watch a video.
Things You’ll Need
- Screwdriver or rod
- Die chasers
- Coning blades
- Tommy bar (supplied with the machine)
- Setting tool (Supplied in the tool kit)
Coning Blade Installation
- Two coning blades are required for each size and pressure, ¼” through ¾”, and must be identical.
- One or two coning blades may be used for 1” OD tubing, 15,200 psi or 22,500 psi pressure rated tubing. Two identical blade operation is standard for 1” OD tubing. One blade may be used, especially if paired with optional 1” deburring blade for the ID of the tube.
- One coning blade and one ID deburring blade is used for coning 1½” OD 15,200 psig tubing.
- Countersunk hole is on the top blade surface to accept a #8-32 flat head cap screw.
- Check to make sure there are no chips in the blade pocket on the Tool Holder.
- Set each coning blade Part # side up in the pocket and tighten firmly with 3/32” Allen wrench (provided).
Thread Chaser Installation
1. Access Die Head by sliding the carriage with the lever handle into the CONE position and lift the plastic shield.
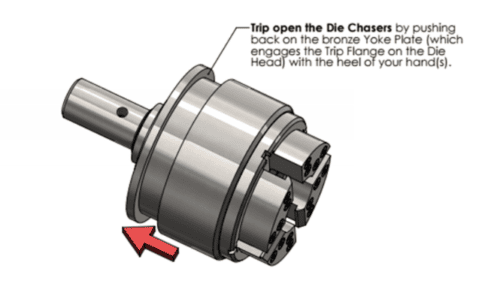
2. Trip head into open position
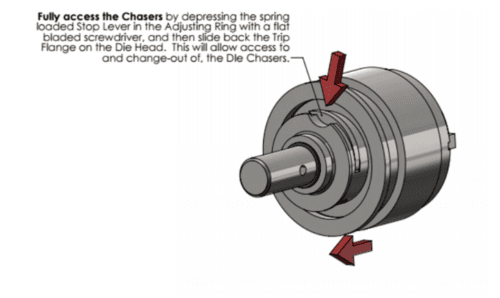
3. Open Head for Chaser Insertion
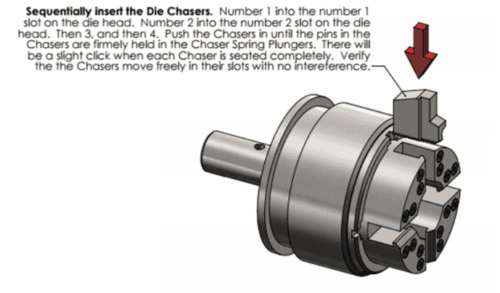
4. Inserting Chasers
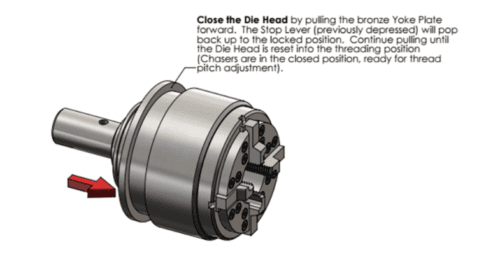
5. Closing the Die Head
Coning Pitch Adjustment
1. With the Die Head in the closed, ready to thread position, check for the proper thread diameter by attempting to screw in a known good threaded tube, or, alternatively use a rod with an outside diameter equal to the minor thread diameter. If the test tube does not thread in, or threads in too tight or loose, adjusting ring binding (set) screw (5/32″ Allen wrench provided) on the adjusting ring must be loosened and the adjusting ring rotated with a 5/16″ diameter pin (provided) inserted into a hold on the adjusting ring.
Loosen adjusting ring binding screw using provided hex key
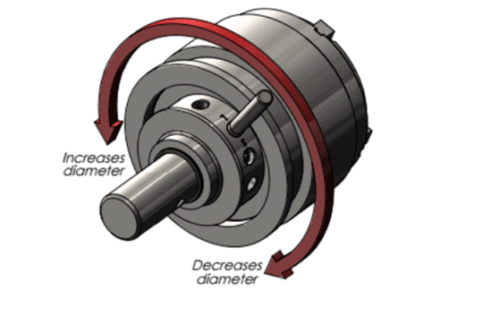
2. There are two marks on the adjusting ring. Rotating the ring towards “S” makes the thread diameter smaller (moving ring CCW as you’re facing the Die Head). Rotating the ring towards “L” makes the thread diameter larger (moving the ring CW as you’re facing the Die Head).
By means of a pin inserted into the hold of the adjusting ring, turn until desired thread size is obtained.
3. Check for proper thread diameter using matching size minor thread setup gauge (provided with complete tooling kits). Care should be taken not to force the chasers onto the setup gauge. Alternatively, a known good threaded tube can be screwed into the chasers. Ensure the tube does not thread in too tightly or loosely. Further minor adjustments necessary to obtain correct size settings are achieved by repeating steps 1 and 2.

4. Re-tighten the adjusting ring binding (set) screw on the adjusting ring.
5. A trial cone and thread should be made on a scrap piece of tubing (or excessively long tube) to confirm proper threading sizing. Threading a collar onto the tubing smoothly with little clearance will confirm an acceptable thread diameter.
MAXPRO Field Services, Installation, and Repair
MAXPRO’s Maximator coning and threading machines are designed for easy operation and maintenance.
Please contact us if you need help maintaining any Maxpro product. We offer phone support, in-house repair services or service at your facility. Contact us today to learn more about our capabilities.